
钣金激光切割速度对切割质量的影响
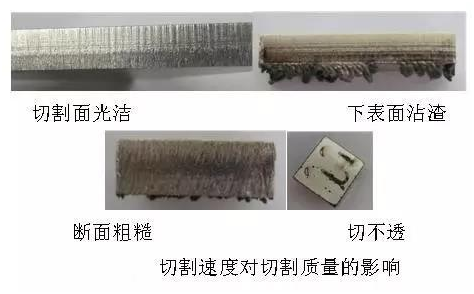
切割速度对不锈钢板切割质量有很大影响,最佳的切割速度使切割面呈较平稳线条,光滑且下部无熔渣产生。若切割速度过快,会导致钢板无法切透,引起火花飞溅,下半部产生熔渣,甚至烧伤透镜,这是因为切割速度过高,单位面积获得的能量减少,金属未能完全熔化;若切割速度过慢,则容易造成材料过熔,切缝变宽,热影响区增大,甚至引起工件过烧,这是因为切割速度过低,能量在切缝处积累,引起切缝变宽,熔化金属不能及时排出,便在钢板下表面形成沾渣。
产生如下图所示的切割缺陷:
切割速度和激光输出功率一起决定被加工件的输入热量。因此,由于切割速度的增减而引起的输入热量变化和加工质量的关系与输出功率变化的情况相同。一般情况下,调整加工条件时,若以改变输入热量为目的,不会同时改变输出功率和切割速度,只需固定其中一方,变化另一方来调整加工质量即可。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,或无法确认真正原始作者,故仅标明转载来源,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容为原作者个人观点,本公司并不对其真实性负责。
下一篇:激光切割机厚板切割难点及解决方法
上一篇:网络应对NC攻丝机CTS900NT
